
ホームページがリニューアルされました。自動で新しいトップページへ飛びます。
飛ばない場合はこちらからお願いします。
|
|||
| 資料No. | |||
| 倍速乾燥・高耐焼着性タイプ (鋳鉄白色系水性塗型剤) |
|
1.はじめに
近年、フラン造型等の自硬性鋳型に、ブッカケによる塗型作業が多用されるようになり、作業合理化への寄与が認められています。
一方で、その多くがアルコール性塗型剤の為、大きなブッカケ装置を用いる場合は、その安全性や、作業環境上の問題も指摘され始めました。当社では、このような状況を考慮して、従来の水性塗型剤と比較して、倍速で乾燥する塗型剤「オカスーパーWF60」を開発致しました。
ここに、その優れた特徴と具体的な使用事例をご報告申し上げます。
2.特徴
2-1.優れた耐焼着性
新しいバインダーシステムの開発により、適度な浸透層と、極めて緻密な塗型層が厚く形成される為、優れた耐焼着性能を発揮します。仕上げ時間の低減や製品外観の向上が期待できると共に、二度塗りしている場合は下塗り塗型の省略等もご検討下さい。
2-2.最も速い乾燥速度
過度の浸透がなく、塗布時の水分含有率が低いと共に、水との親和性が低い材料で構成されている為、今までの塗型剤の中で最も速く乾燥します。乾燥時間の短縮や、乾燥器の設定温度低下等が期待できます。
 図1.自然乾燥時の残留水分と塗膜状態
|
3.塗布方法
| 作業効率を考慮して、主型にはブッカケ、中子にはドブ漬けが主に採用されています。 ブッカケ時及びドブ漬け後、引き上げ時、塗型剤は勢い良く鋳型表面を流れ落ちますので、塗布後は塗型溜まりが発生しない位置で、しぱらく鋳型を静止させた後、必要に応じてハケ等で修正して下さい。 この独特の流動性により、鋳型上へ緻密な塗型層が厚く形成され、優れた耐焼着性能を発揮します。 |
 写真1.ブッカケ作業 (ユニットケース,下型) |
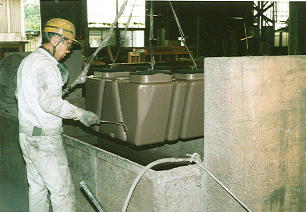 写真2.ドブ漬け作業(工作機,中子) |
|
4.乾燥方法
塗型の乾燥時間は、条件によって著しく異なってきます。
平均的な外気条件(20℃,60%)における、比較的単純な鋳型の乾燥時間測定例を表1に示します。
|
一般的に、比較的小さな鋳型には乾燥室が、大きな鋳型にはバーナーが主に使われています。
但し、バーナー乾燥の場合、1カ所を急熱せずに全体的に熱が加わるようにする必要がある為、溝が深い形状等の鋳型にはお勧めできません。 時間的に余裕のある場合は、一昼夜自然乾燥を行い、“かぷせ”前にバーナー乾燥が行われています。
 写真3.自然乾燥中(工作機の中子,500 x 800 x 2,000) |
フラン鋳型に用いられる代表的な塗型乾燥室を、図2に示します。
ローラーコンベアまたはレール上の台車に(ベニア等を敷いて)鋳型を乗せて、乾燥室内に2〜3枠(台)入れられます。
熱源は電気・ガス・灯油・重油が用いられ、主に上部より熱風が導入されますが、中子の場合は下部・側部から導入する場合もあります。
室内温度は100〜200℃、保持時間は30分〜1時間が一般的です。
尚、乾燥設備を検討される場合は、当社熱風乾燥機(ガス式:5万kcal/h, 送風機:5.5kW)の貸与も可能ですので、充分試験を行った上で、御社に適した設備をご検討下さい。
 図2.代表的な塗型乾燥室(トンネル式) |
|
 写真4.トンネル式乾燥室例(1,500 x 1,600 x 3,000) |
|
|
5.適用製品例
フラン造型では特に手込めの場合に、砂の充填が不充分な場合が多く、 コーナー部等にしばしば焼着が発生します。
「オカスーバーWF60」は、極めて緻密な塗膜を鋳型上に形成することにより、そのような焼着の防止・低減も期待できます。
 写真5.バルブケース(FC300、1,900kg) |
 写真6.工作機コラム(FC300、2,200kg) |
6.各社採用例
| 会社 | 対象鋳物,重量 | 造型法 | 塗布・乾燥方法 | 評価 |
| A社 | 水道管(FCD) 100〜200kg |
アルカリフェノール | ブッカケ、ハケ塗り 自然乾燥、50ボーメ |
色彩良好。 乾燥速度が従来に比べ速い。 |
| B社 | 工作機(FC) 1,000〜10,000kg |
フラン | ドブ漬け、53ボーメ バッチ式乾燥器 |
中子に適用し、耐焼着性良好。 |
| C社 | 産業機械部品 | フラン | ブッカケ、55ボーメ 自然+バーナー |
従来に比べ白残り(軽微な焼着)が減少。 乾燥も速い。 |
| D社 | 工作機、FC300 5,000kg |
フラン | ハケ塗り、50ボーメ | 乾燥が速い。 |
| E社 | 工作機、FC250 2,000〜5,000kg |
フラン | ブッカケ、52ボーメ 自然+バーナー |
コーナー部の焼着が低減。 |
中子の形状によっては、乾燥時の鋳型下部が溶湯接触面の場合があります。
写真7の中子は、スポンジ敷きのバレット上で自然乾燥後、アルコール塗型で補修。
 写真7.中子納め (工作機べース,FC300、24,000kg) |
 写真8.主型 (工作機ベース,FC300、6,200kg) |
7.製品仕様
| 性状 | 赤褐色、ペースト状 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 適用 | 材質:普通鋳鉄、ダクタイル鋳鉄等 鋳型:有機自硬性鋳型等 塗布:ブッカケ、ドブ漬け、ハケ塗リ |
|||||||||||
| 成分 | アルミナシリケート、黒鉛、酸化鉄、他 | |||||||||||
| 固定炭素:14.8% 揮 発 分: 3.5% そ の 他:81.7% |
固形分:62% 溶剤分:38% |
|||||||||||
| 粒度 |
|
|||||||||||
| 稀釈 | 本品1kgに、水0.05〜0.15kgを加えて、十分攪拌して下さい。 50〜54ボーメ(ブッカケ、ドブ漬け、ハケ塗リ)。 特に耐焼着性を期待する場合は、ドラム濃度(約58ボーメ)でご使用下さい。 |
|||||||||||
| 包装 | 25kgロイヤル缶入り、250kgドラム缶入り | |||||||||||